Modificarea limbii :
Rulmenți simpli - Instalare și toleranțe


Care este toleranța pentru alezajul carcasei?
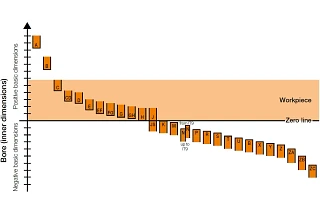
Rulmenții netezi iglidur sunt rulmenți montați prin presare care sunt presați într-un orificiu al carcasei cu toleranță H7 și supradimensionare. Se recomandă o toleranță de cel puțin h9 pentru arbori. Diametrul interior al acestora este stabilit numai după montarea prin presare în orificiul carcasei H7. Dimensiunea excedentară prin presare poate fi de până la 2% din diametrul interior. Acest lucru asigură o fixare prin presare sigură a bucșelor și evită deplasările axiale și radiale în carcasă.
Orificiul din carcasă trebuie să fie fabricat la toleranța H7 pentru toți rulmenții și să fie cât mai neted, uniform și șanfrenat posibil. Montarea se realizează cu o presă plată, deoarece utilizarea axelor de centrare sau de calibrare poate deteriora rulmentul și poate duce la un joc mai mare.
Toleranțe ISO pentru rulmenți fără lubrifiere iglidur [mm]
| Diametru d1 | Locuință H7 | Arbore h9 | E10 (toleranțe conform ISO 3547-1) | E11 (toleranțe conform ISO 3547-1) | F10 (toleranțe conform ISO 3547-1) | D11 (toleranțe conform ISO 3547-1) |
|---|---|---|---|---|---|---|
| până la 3 | +0,000 +0,010 | -0,025 +0,000 | +0.014 +0.054 | +0,014 +0,074 | +0.006 +0.046 | +0.020 +0.080 |
| > 3 până la 6 | +0,000 +0,012 | -0,030 +0,000 | +0.020 +0.068 | +0,020 +0,095 | +0.010 +0.058 | +0.030 +0.105 |
| > 6 până la 10 | +0,000 +0,015 | -0,036 +0,000 | +0.025 +0.083 | +0,025 +0,115 | +0.013 +0.071 | +0.040 +0.130 |
| > 10 până la 18 | +0,000 +0,018 | -0,043 +0,000 | +0.032 +0.102 | +0,032 +0,142 | +0.016 +0.086 | +0.050 +0.160 |
| > 18 până la 30 | +0,000 +0,021 | -0,052 +0,000 | +0.040 +0.124 | +0,040 +0,170 | +0.020 +0.104 | +0.065 +0.195 |
| > 30 până la 50 | +0,000 +0,025 | -0,062 +0,000 | +0.050 +0.150 | +0,050 +0,210 | +0.025 +0.125 | +0.080 +0.240 |
| >50 până la 80 | +0,000 +0,030 | -0,074 +0,000 | +0.060 +0.180 | +0,060 +0,250 | +0.030 +0.150 | +0.100 +0.290 |
| >80 până la 120 | +0,000 +0,035 | -0,087 +0,000 | +0.072 +0.212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| > 120 până la 180 | +0,000 +0,040 | -0,100 +0,000 | +0.085 +0.245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |
Cartea noastră albă cea mai citită
Toleranțe, instalare, măsurare
De ce este cartea noastră albă Rulmenți din plastic: toleranțe, instalare, măsurare atât de populară? Pentru că pune capăt celor mai frecvente surse de eroare în munca de zi cu zi cu rulmenți din plastic:
❌ Proiectarea incorectă a toleranței
❌ Măsurarea incorectă a rulmenților netezi
❌ Deteriorarea rulmenților din cauza instalării incorecte
Cartea albă acoperă, printre altele, următoarele subiecte:
Design cu toleranță pentru un joc corect al rulmenților
✅ Press-fit și joc al rulmenților
✅ Absorbția umezelii
✅ Dilatarea termică a plasticului
✅ Toleranțe recomandate
Cum se măsoară corect rulmenții netezi din plastic
✅ Măsurarea corectă a rulmenților netezi
✅ Verificarea diametrului interior
Instalarea corectă a rulmenților din plastic
✅ Importanța toleranțelor de instalare
✅ Pregătirea găurii carcasei
Toleranțe recomandate
Înălțimea de instalare și toleranțele rulmentului simplu iglidur depind de material și de grosimea peretelui. Absorbția umezelii și expansiunea termică sunt decisive pentru material. Rulmenții simpli cu absorbție redusă a umidității pot fi instalați cu un joc mic al rulmentului. În ceea ce privește grosimea peretelui, cu cât rulmentul este mai gros, cu atât mai mare trebuie să fie jocul la rulment.
Acest lucru duce la clase de toleranță diferite pentru rulmenții iglidur. Cu aceste toleranțe, rulmenții netezi iglidur pot funcționa în conformitate cu recomandările de instalare în intervalul de temperatură admisibil respectiv și la niveluri de umiditate de până la 70%. La o umiditate mai mare sau dacă rulmenții sunt utilizați sub apă, sunt de preferat materialele cu absorbție redusă a umidității.
Informații suplimentare pot fi găsite în cartea noastră albă gratuită
Diverse metode de fixare prin presare
Hidraulic sau mecanic
Cea mai comună metodă este presarea mecanică a rulmentului simplu cu ajutorul unei prese manuale. Pentru a introduce rulmentul simplu în orificiul carcasei, se utilizează un perforator plat. Nu trebuie utilizat un știft de centrare sau de calibrare, deoarece acesta poate duce la fisuri de-a lungul liniei de sudură și la un joc mai mare al rulmentului.
Fără presă
Dacă nu este disponibilă o presă sau circumstanțele nu permit utilizarea unei prese, rulmentul simplu poate fi asamblat cu grijă cu un ciocan de cauciuc. O bucată de lemn între rulmentul simplu și lemn poate ajuta la protejarea rulmentului de deteriorări.
Asamblare automatizată
La implementarea asamblării (parțial) automatizate, alimentarea și poziționarea corectă a componentelor este deosebit de importantă. Poate fi utilă optimizarea geometriei componentei pentru proces. Cu rulmenții netezi din plastic, practic nu există limite de proiectare. Geometrii cu diametre conice, caneluri sau dispozitive anti-rotație pot fi realizate la costuri reduse.

Igutex rulment simplu după contracție
În scădere
Răcirea rulmenților simpli poate contribui la facilitarea montării prin presare a rulmenților simpli. Bucșele sunt răcite cu azot lichid, se contractă împreună și, prin urmare, sunt mai ușor de montat. Înainte de contracție, rulmenții trebuie curățați temeinic și verificați dacă sunt deteriorați. După ce au fost reîncălzite, materialul se dilată din nou și rulmentul se așează ferm în orificiul carcasei.
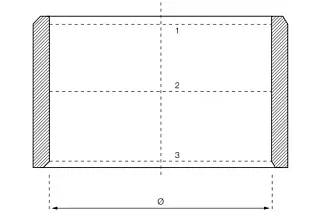
Poziția nivelurilor de măsurare (1, 2, 3 = linii de măsurare)
Verificarea scaunului rulmentului
Rulmenții de alunecare iglidur sunt rulmenți montați prin presare pentru carcasele cu un orificiu unitar H7. Această presare a rulmentului fixează rulmentul în carcasă, pe de o parte, iar pe de altă parte diametrul interior al rulmentului simplu este format ca rezultat. Rulmentul este testat, instalat în orificiul cu cea mai mică dimensiune, atât cu un comparator cu cadran, cât și cu un comparator cu dop.
- Presat în gaură, partea bună a calibrului trebuie să treacă ușor de rulment
- Cu un aparat de testare a glisierelor, trebuie să vă asigurați că diametrul interior al rulmentului trebuie să se încadreze, în medie, în toleranța specificată la nivelul planurilor de măsurare (a se vedea diagrama alăturată)
Spigot de localizare
Rulmenții simpli "migrează de fapt" în afara orificiului carcasei dacă se pierde îmbinarea prin presare. Rulmenții drepți sunt adesea fixați prin presare într-o carcasă cu toleranță puțin mai îngustă. Sub tensiune mecanică, rulmentul se așează ferm în gaură. În cazul în care această tensiune mecanică este redusă din cauza temperaturilor ridicate sau a depășirii permanente a sarcinii admisibile, strângerea prin presare este, de asemenea, redusă.
Desigur, se poate întâmpla, de asemenea, ca toleranțele de fabricație ale orificiului carcasei să fie atât de inexacte încât orificiul să nu fie suficient de subdimensionat. Și în acest caz, rulmentul nu poate acumula suficientă tensiune pentru a crea o fixare prin presare. Rezultatul este uzura extremă a rulmentului simplu. Soluția la această problemă este o spiță de fixare a palierului simplu. Puteți afla ce opțiuni sunt disponibile pentru fixarea axială a rulmenților drepți în fișa noastră informativă la subiectul "spigot de fixare".

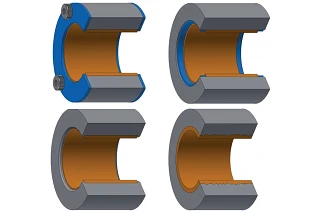
Instalarea rulmenților din fibră compozită igutex
Rulmenții netezi igutex pot fi instalați folosind o presă plată, o placă plată sau un știft de fixare prin presare. Pinul de fixare prin presare nu trebuie să aibă margini ascuțite. O tăietură inferioară la tranziția flanșei ajută la prevenirea deteriorării. Nu se recomandă instalarea prin ciocănire, de exemplu, cu un ciocan, deoarece acest lucru poate deteriora palierul simplu din fibră compozită.
Lipirea rulmenților simpli
Rulmenții simpli sunt de obicei presați sau prinși în orificiul carcasei. Acest lucru asigură faptul că acestea stau bine în gaură și nu se rotesc neintenționat. Dar ce se întâmplă dacă acest lucru nu este posibil din cauza toleranțelor de fabricație? Sau dacă rulmentul simplu ar trebui să se rotească?
Chiar dacă nu face parte din repertoriul standard al multor rulmenți simpli, rulmenții din plastic pot aluneca, de asemenea, pe diametrul exterior. Acesta este motivul pentru care sunt utilizați rulmenți din plastic. Rulmentul este plasat pe un bolț și ar trebui apoi - împreună cu bolțul - să se rotească în ceva sau să se rostogolească pe ceva. Lipirea pare să fie o soluție bună. Dar există probabil la fel de mulți adezivi ca și materiale pentru rulmenți. Care este cea potrivită?
Orientări pentru prelucrare
Rulmenții iglidur sunt livrați gata de instalare. Gama cuprinzătoare de produse permite utilizarea dimensiunilor standard în majoritatea cazurilor. În cazul în care este totuși necesară prelucrarea ulterioară a palierului simplu, tabelul alăturat prezintă instrucțiunile de prelucrare. Cu toate acestea, dacă este posibil, ar trebui evitată prelucrarea ulterioară a suprafețelor de alunecare. Rezultatul este de obicei o abraziune mai mare. O excepție este, de ex. iglidur M250, care este foarte potrivit pentru prelucrarea ulterioară. În cazul altor rulmenți iglidur, dezavantajele prelucrării suprafețelor de alunecare pot fi contracarate prin utilizarea lubrifierii de asamblare.
| Proces | Întoarcerea | Forare | Frezare |
|---|---|---|---|
| Materialul sculei | Oțel inoxidabil | Oțel inoxidabil | Oțel inoxidabil |
| Coeficient de avans [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | la 0,5 |
| Unghi de degajare | 5 ... 15 | 10 ... 12 | |
| Unghi de strângere | 0 ... 10 | 3 ... 5 | |
| Viteza de tăiere [m/min] | 200 ... 500 | 50 ... 100 | până la 1000 |
Consultanta
Mi-ar face placere sa va raspund personal la întrebari
igus® GmbH+49 2203 9649-0Scrieti e-mail
Expediere și consultanță
În persoana:
Luni - Vineri de la 7 am la 8 pm.
Sâmbata de la 8 am la 12 pm.
Online:
24h